



Beispiele unserer Dienstleistungen

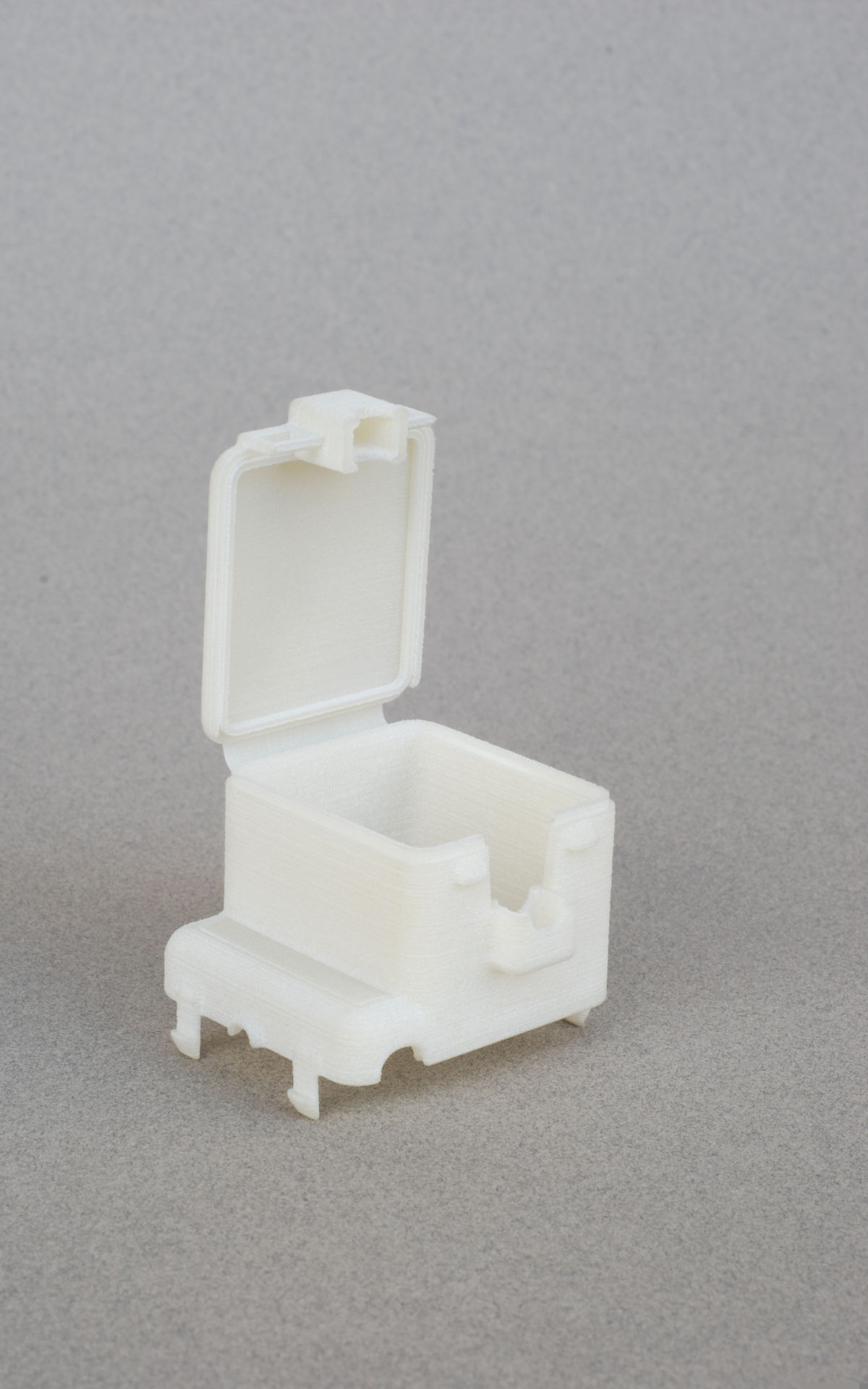
stabil und beweglich
Komplexe Steckerabdeckung für die Elektroindustrie mit flexiblen Filmscharnier kostengünstig in einem Arbeitsgang in Kleinserie erstellt

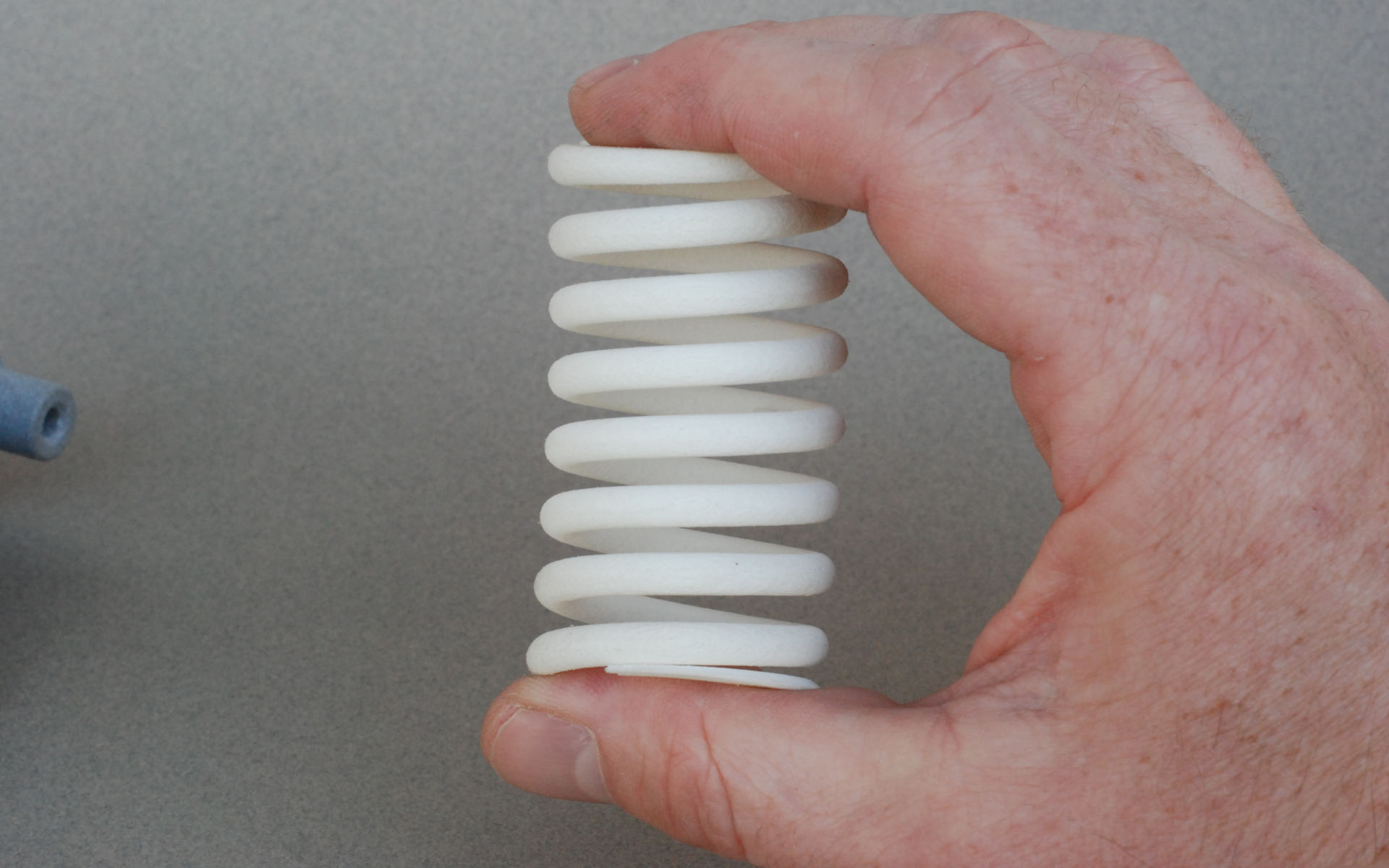
federnd und haltbar
Flexible und haltbare Feder für die Automobilindustrie. Kostengünstig und schnell in Kleinserie produziert

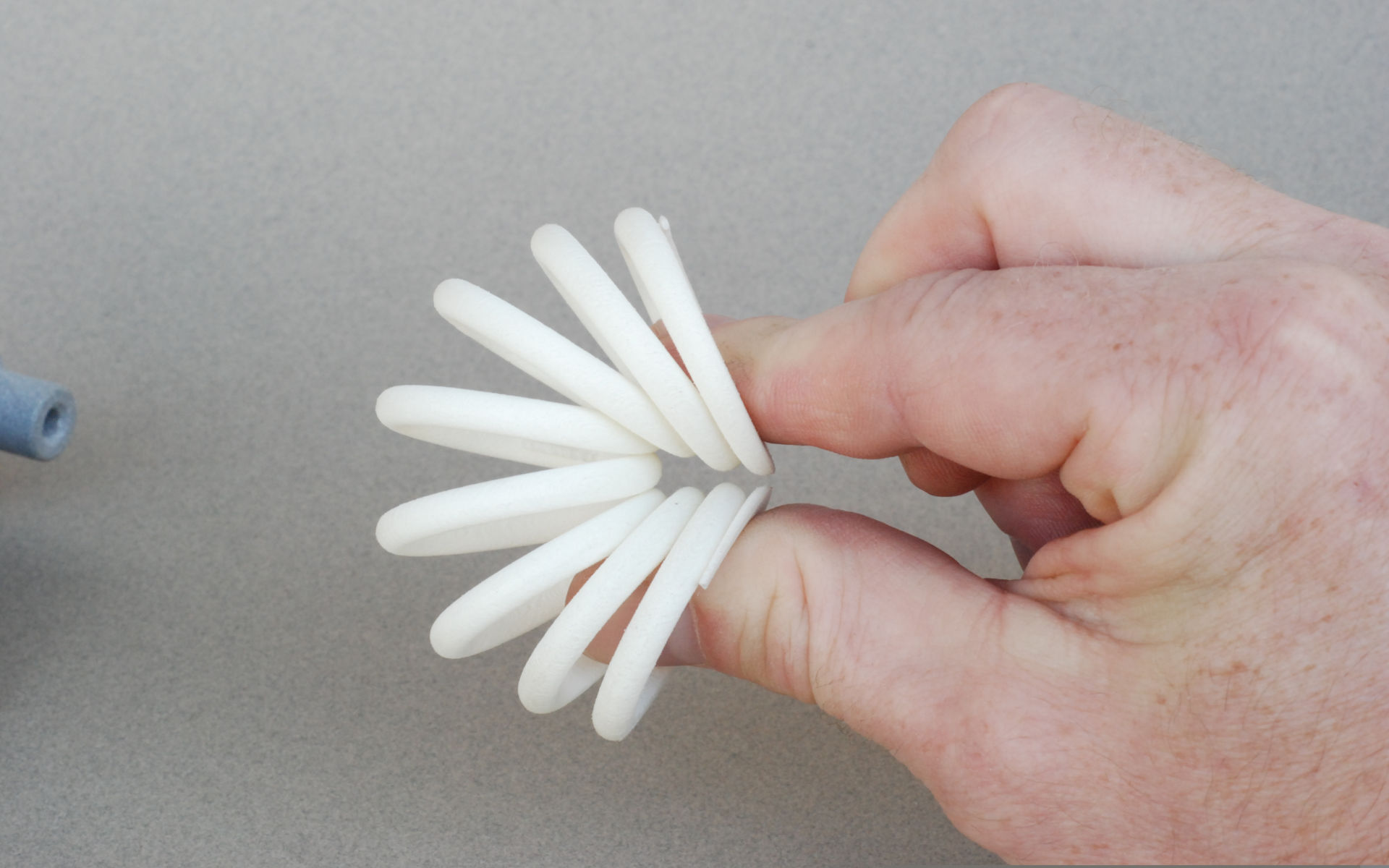
filigran und robust
Detailreiche, große Staubsaugerabdeckung, einfach in einem Arbeitsgang produziert

gefärbt und flexibel
Eingefärbte Lüsterklemme für die Elektroindustrie mit funktionierendem Scharnier in einem Arbeitsgang gefertigt

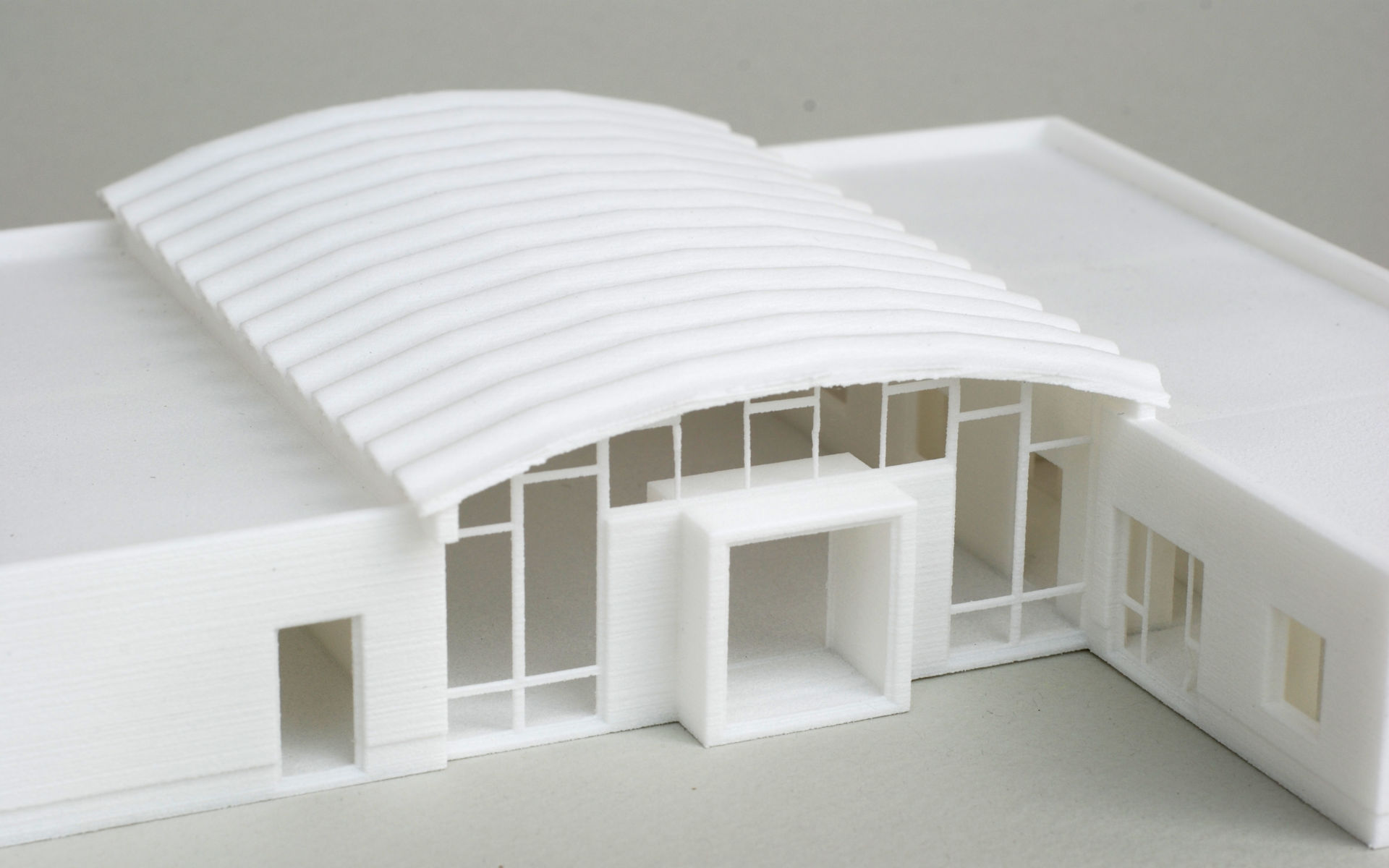
perfekt und komplett
Komplettes Architekturmodell, inklusive Rohre, Heizungen und Leitungen mit abnehmbaren Dach als Präsentationsmodell
Lasersintern Vorteile

ab 5 Werktage zum Urmodell oder Kleinserie
Urmodelle aus Silikonformabgüssen sind mehrfach wiederverwendbar
schnell und kostengünstig in einem Arbeitsschritt produziert
zum testen und optimieren in der Entwicklung, im Werkzeugbau oder als Designstudien
auch mit Hinterschneidungen und flexiblen Bereichen, wie Scharnieren
einfärbbar, voll funktionsfähig, thermisch und mechanisch stabil, ...
Und was können wir für Sie tun?
Fragen Sie uns!

Lasersintern Wissenswertes
1. Zum Verfahren
Das Lasersintern bildet 3D-Konstruktionen in PA 12 ähnlichen Materialien 1 zu 1 ab. Im Bauprozeß wird das PA 12 Pulver, das so fein ist wie Mehl, gleichmäßig in einer Schichtdicke von 0,15 mm auf eine Bauplattform ausgebracht. Ein Laserstrahl fährt auf dieser Pulverschicht die Teilekontur des Queschnittes ab und verschmilzt dabei an diesen Stellen die Pulverpartikel. Schicht für Schicht wird das Teil aus den Konstruktionsdaten aufgebaut.
Nach dem Bauprozeß werden die Sinterteile aus dem nicht verfestigten Pulverbett entnommen und lose Pulverreste von der Oberfläche entfernt. Jede x- beliebige Teilegeometrie, sei diese noch so komplex, wird auf diese Weise ohne den Einsatz eines speziellen Werkzeuges realisiert und steht als funktionsfähiger Prototyp innerhalb kürzester Zeit zur Verfügung.
In der Regel liegen die Teile mit Lasersintern innerhalb weniger Arbeitstagen nach der Datenübermittlung an uns bei unseren Kunden auf dem Tisch.
Ich bin ein Textblock. Klicken Sie auf den Bearbeiten Button um diesen Text zu ändern. Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
2. Grenzwerte für das Lasersintern
Grenzwerte für das Lasersintern werden durch den verfügbaren Bauraum und durch das Auflösungsvermögen der Maschine gegeben. Der Bauraum der Lasersintermaschinen besitzt eine Grundfläche von 340 mm x 340 mm und eine Bautiefe von 580 mm. Mit dem Auflösungsvermögen der Maschinen werden Genauigkeiten innerhalb der DIN ISO Kunststofftoleranzen realisiert. Aufgrund der Eigenschaften des Materials liegt die minimale Wandstärke von Teilen unter 1 mm.
Die minimal realisierbare Spaltbreite, z.B. bei sich gegenüberliegenden Rippen, liegt ebenfalls unter 1 mm.
3. Einsatz von Lasersintern im Industriedesign
Im Industriedesign finden Lasersinterteile Einsatz zum Darstellen der Geometrien. Designer verwenden solche Prototypen als Anschauungsmuster bzw. Designstudien. Dabei werden zu den einzelnen Entwicklungsstufen Teile aus dem Lasersintern genutzt. Die Vorteile liegen in der detailgetreuen Wiedergabe des Designs, der schnellen und preiswerten Verfügbarkeit.
Über die Darstellung der Geometrie hinaus hat das Design die Anforderung an Farbgestaltung. In diesem Zusammenhang werden Lasersinterteile-Oberflächen gefinisht. Die Farbgebung erfolgt durch Lackieren oder Metallisieren.
4. Verwendung von Lasersintern im Bereich Entwicklung
Bei der Konstruktion gibt es die Anforderung, Teile und Baugruppen auf Funktion überprüfen zu müssen. Da Lasersintern diese Anforderung kostengünstig und schnell erfüllt, hat sich das Lasersintern zunehmend in diesem Bereich etabliert und andere Verfahren ersetzt.
Konstrukteure führen Funktionstests durch oder stellen dem Musterbau die Sinterteile zur Verfügung. Im Zusammenbau der einzelnen Komponenten werden Verbesserungsmöglichkeiten erkannt und anschließend in der Konstruktion umgesetzt. In den meisten Fällen reichen dazu einzelne Sinterteile für den jeweiligen Entwicklungsstand aus.
Der wesentliche Vorteil von Lasersintern besteht darin, daß Funktionstests während der Entwicklungsphase durchgeführt werden ohne kostenintensive Werkzeuginvestitionen. Notwendige Änderungen werden in der Entwicklungsphase gemacht und nicht mehr am Werkzeug. Die Verwendung von Lasersinter-Prototypen ist erheblich kostengünstiger als eine Änderung z.B. in einer Spritzgußform. Unternehmen verringern auf diese Weise Investitionsrisiken und sparen an den Werkzeugänderungskosten.
Zudem verkürzt sich die Zeit von der Entwicklung bis zur Serienproduktion welches ein wichtiger Wettbewerbsfaktor ist. Zeitintensive Änderungen am Werkzeug, die durchaus über mehrere Wochen dauern, stehen den in wenigen Tagen verfügbaren Teilen vom Laser Sintern gegenüber.
5. Lasersintern im Formenbau
In den meisten Fällen werden heutzutage Lasersinterteile den Formenbauern gestellt. Diese verwenden den Prototypen als Anschauungsmuster. Der Formenbauer sieht an dem Modell einfacher und besser Zusammenhänge, die Auswirkung auf die Werkzeugkonstruktion haben. Ein erfahrener Formenbauer erkennt mit Hilfe der Prototypen (Formteile) Potential für konstruktive Verbesserungen. Zum einen sind dies Änderungen, die zu einfacheren Werkzeugen führen, z.B. durch Vermeidung von Schiebern im Spritzgußwerkzeug sowie material- und verfahrensbedingte Problematiken wie Einfallstellen durch ungleichmäßigen Materialschrumpf, Entformbarkeit / Schnittebenen, mögliche Anspritzpunkte, etc.. Im Austausch mit der Konstruktion führt dies zu kostengünstigeren Werkzeugen.
6. Lasersintern im Vorverkauf
Oberflächen gefinischte Lasersinter-Prototypen werden während der Entwicklungsphase als Fotomodelle verwendet. Auf diese Weise wird das neue Produkt visualisiert bevor die Produktion steht. Parallel zu den Produktionsvorbereitungen werden mit diesen Bildern die Produktbroschüren und Verkaufsunterlagen erstellt. Mit dem ersten Stück vom Band startet der Verkauf ohne Wartezeiten auf Broschüren und Verkaufsunterlagen.
7. Kleinserien
Unter bestimmten Voraussetzungen findet Lasersintern auch Einsatz in der Serienproduktion. Die Wirtschaftlichkeit hängt zum einen von der Teilegröße und zum anderen von der Stückzahl ab. Eine Daumenregel ist: je kleiner die Teile desto größer die wirtschaftliche Stückzahl. Teile mit wenigen Zentimeter Außenabmessung sind bereits des öfteren in Stückzahlen von mehreren hundert Stück mit Lasersintern hergestellt worden.
Vorteile
Vorteilhaft ist dabei die Verfügbarkeit der Teile innerhalb weniger Arbeitstage. Da keine Werkzeugkosten anfallen, sind trotz höherem Einzelteilpreis die Gesamtkosten zur Teileherstellung deutlich geringer.
Bei konstruktiven Änderungen in der laufenden Serie werden die Sinterteile einfach mit den neuen Konstruktionsdaten gebaut. Im Vergleich zur konventionellen Herstellung mit Spritzguß fallen bei Änderungen Werkzeugfolgekosten und Produktionsverzögerungen bedingt durch den Formenbau an. Mit dem Lasersintern sind verschiedene Produkt- bzw. Teilevarianten ohne zusätzliche Kosten und Zeitverlust verfügbar. Das ermöglicht unseren Kunden größte Flexibilität in ihrem Produktangebot und bringt folglich Marktvorteile.
Material für Kleinserien geeignet
Eine weitere Voraussetzung ist, eines der zwei verfügbaren PA 12 – Materialien (hart/elastisch und glaskugelgefüllt/sehr hart/spröde) erfüllt die Materialanforderungen an die Kleinserie. Der Einsatz der Sinterteile in der Kleinserie erfolgt nicht im Sichtbereich und bedarf deshalb keiner Farbgebung oder Oberflächenbehandlung.
8. Weitere Einsatzgebiete
Anbaumuster, Ersatzteilfertigung, Messe-, Präsentations- und Vertriebsprototypen, Urmodell für Abgüsse aus Silikonformen, Geometrieprototypen, ergonomische Studien, Angebotsmuster für Lieferanten, Maßstabsmodelle, Konzeptmodelle, Reverse Engineering und Nachbau von computertomographischen Daten.
9. abschließende Bewertung
Summa summarum ist das Lasersintern durch die Synergien, die sich aus den unterschiedlichen Einsatzbereichen für Unternehmen ergeben, derzeit das beste Rapid Prototyping – Verfahren. Das spiegelt sich im rasanten Marktwachstum in dem Segment Laser Sintern wieder.